Dzisiaj odpowiemy sobie na pytanie jakie znamy sposoby zużycia narzędzi do frezowania i jak radzić sobie z częścią z nich
Zanim zabierzemy się za ocenę zużycia warto odpowiedzieć sobie na podstawowe pytania przy rozwiązywaniu problemów:
Czy posuw na ząb jest niższy od zalecanego?
- Wycieranie krawędzi tnącej
- Wibracje!
Czy oprawka jest wystarczająco dokładna i stabilna?
- Niejednorodny ładunek wiórów + duże bicie narzędzia
- Przeciążenie, odpryski, wibracje
Czy mocowanie, wrzeciono i łożyska liniowe maszyny są sztywne?
- Odginanie, hałas, zadziory
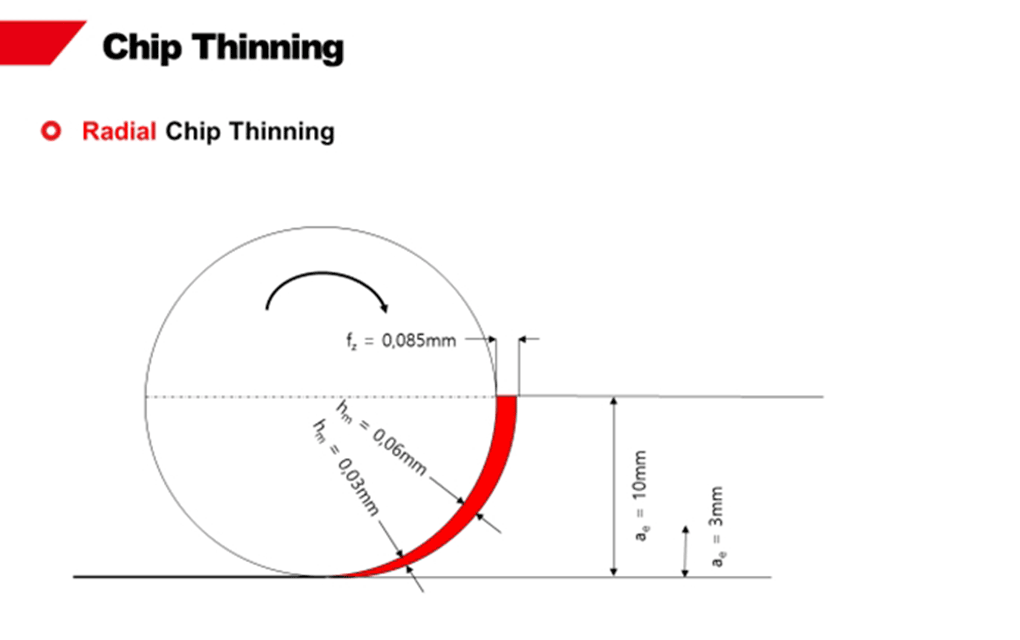
Jednym z najczęstszych problemów jest zbyt niskie obciążenie wiórami
Rodzaje zużycia
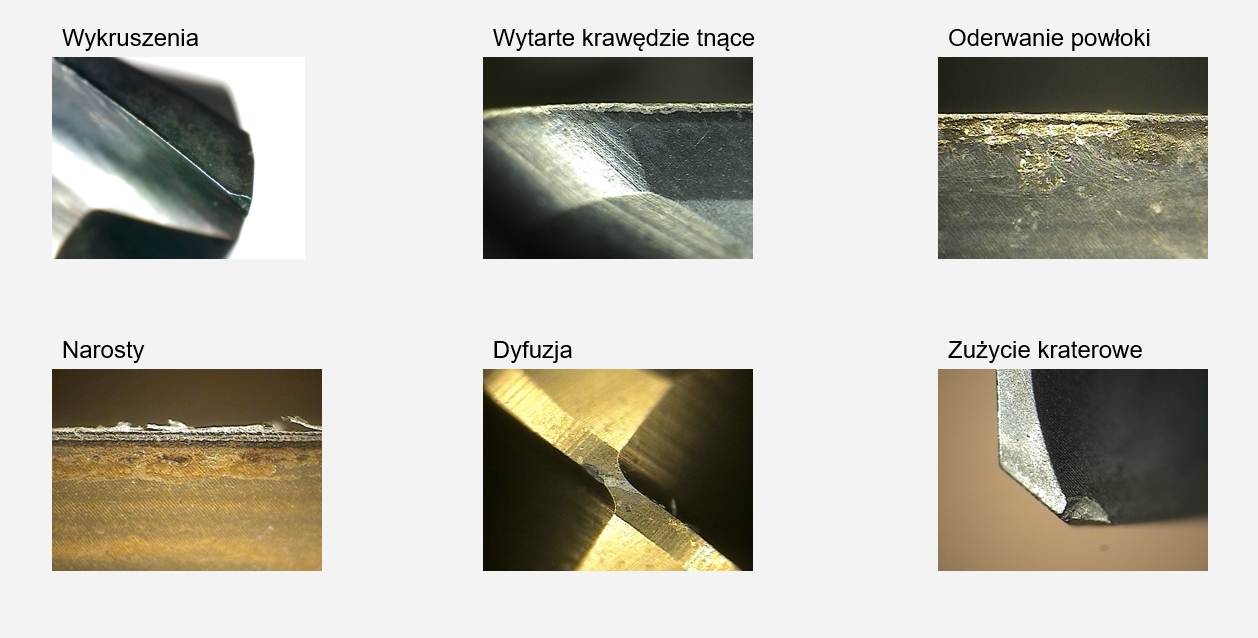
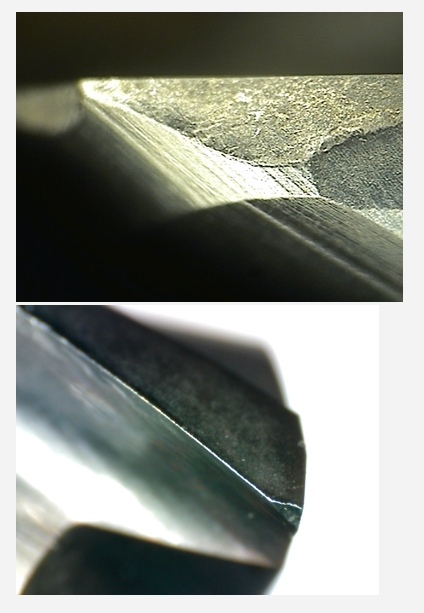
Wykruszenia krawędzi
Wykruszenie to możliwe do uniknięcia mikropęknięcie krawędzi tnącej.
Przyczyna:
Kąt ostrza jest zbyt mały (kąt pomiędzy powierzchnią natarcia a powierzchnią przyłożenia)
Niewystarczająca udarność węglika
Zużycie kraterowe - nadmierna eksploatacja
Rozwiązanie:
Narzędzie powinno być stabilne, mniej wysunięte
Wybrać mocniejszą geometrię (kąt natarcia i/lub kąt przyłożenia).
Wzmocnienie krawędzi (np. honowanie)
Użyj mocniejszego gatunku węglika
Sprawdź posuw na ząb
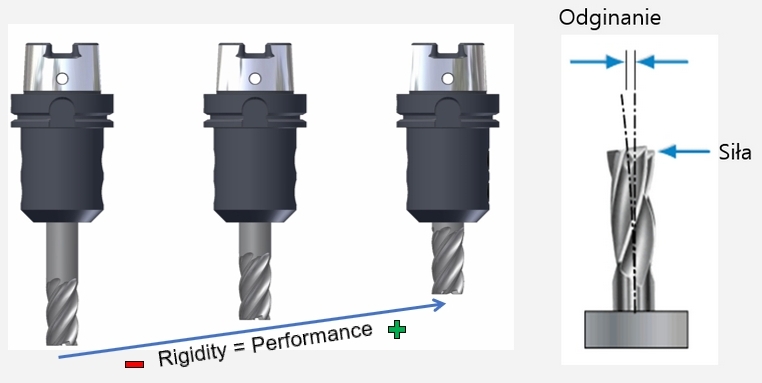
Sztywność i odginanie
2 krotne zwiększenie średnicy to
16 x WIĘKSZA sztywność
2 x większa długość to
8 x MNIEJSZA sztywność
Średnica i długość to dwie najważniejsze zmienne
Maksymalizuj średnicę i minimalizuj wysięg dla najlepszych efektów!
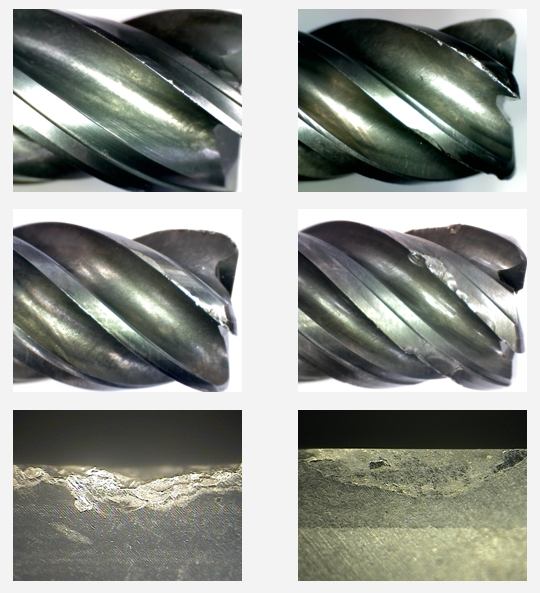
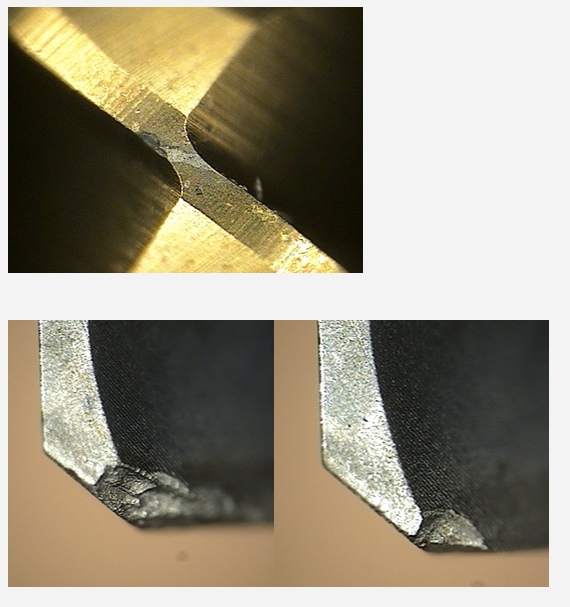
Wykruszenia narożników
Wyszczerbienie na narożniku to brak stabilności, bicie, a także kształt narożnika (ostry, faza, promień).
Przyczyna:
Zbyt duże bicie narzędzia
Niedopasowanie promieni i krawędzi zewnętrznych
Ponowne cięcie wiórów
Utwardzenie materiału powoduje wykruszenia przy drugim przejściu
Rozwiązanie:
Poprawienie bicia narzędzia
Zmniejszenie wysięgu w celu zmniejszenia odgięcia
Rozważenie ochronnego dubbingu w narożniku narzędzia
Zapewnienie miękkiego wejścia narzędzia w obrabiany detal
Zmiana strategii obróbki w celu poprawy odprowadzania wiórów
Bicie narzędzia
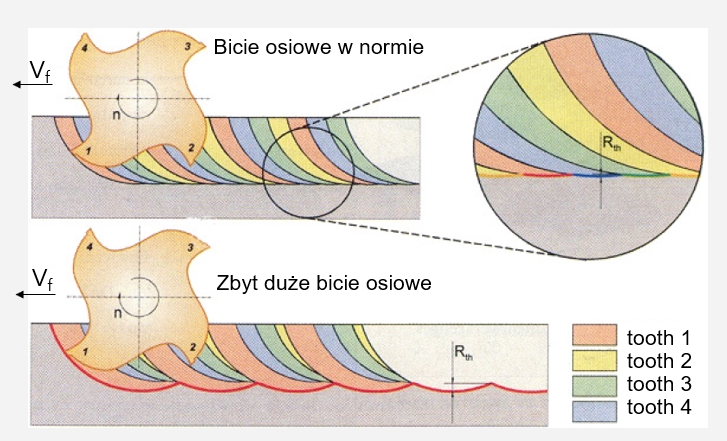
Negatywny wpływ na jakość powierzchni i trwałość narzędzia (zwiększone zużycie jednej krawędzi)
Dyfuzja / Zużycie kraterowe
Zużycie kraterowe to reakcja chemiczna między obrabianym materiałem a narzędziem.
Dyfuzja to przyspieszona korozja prowadząca do miejscowej erozji narzędzia.
Przyczyna:
W podwyższonej temperaturze w strefie skrawania węgiel zawarty w materiale obrabianym dyfunduje do narzędzia.
-> Rozpuszczanie węglika wolframu
Rozwiązanie:
Zmniejszenie prędkości skrawania
Użycie powlekanego węglika spiekanego lub powłoki odpornej na wyższą temperaturę.
Unikanie „notch wear” poprzez zmienne Ap (zużycie na wysokości, gdzie znajduje się krawędź górna materiału - podobnie jak w toczeniu)
Narosty
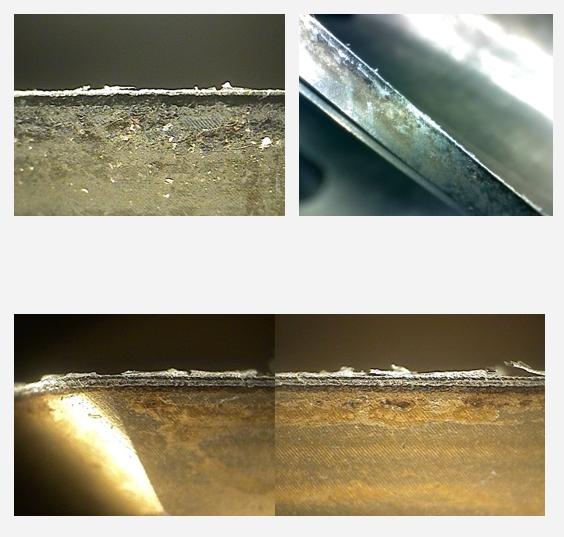
Spawanie materiału obrabianego na krawędzi tnącej, po którym najczęściej następuje niekontrolowane pęknięcie tej części narzędzia.
Przyczyna:
Niewystarczające chłodzenie (aluminium) lub zbyt niska prędkość skrawania (stal nierdzewna).
Wysoki poziom kompresji wiórów
Tarcie o trudno-obrabialne i miękkie materiały (spawanie na zimno)
Rozwiązanie:
Wyższe prędkości skrawania
Więcej/inne chłodziwo
Polerowanie rowków i/lub ostre krawędzie tnące (dodatnie kąty natarcia)
Zastosowanie powłoki o mniejszym współczynniku tarcia
CDN.
Jeżeli macie pytania, jesteśmy do Waszej dyspozycji - kontakt
Opracowanie artykułu:
Maciej Gara
Product manager – frezowanie / Inżynier aplikacyjny