Toczenie wielkogabarytowych elementów, szczególnie ich obróbka wstępna jest zadaniem bardzo wymagającym dla narzędzi, jak i obrabiarek. Naddatki są bardzo nieregularne i miejscami utwardzone. Siły występujące podczas dalszej obróbki nadal są duże.
YG-1 wdrożył dwie geometrie do obróbki tego rodzaju elementów.
Pierwszą jest geometria do obróbki wstępnej -UT.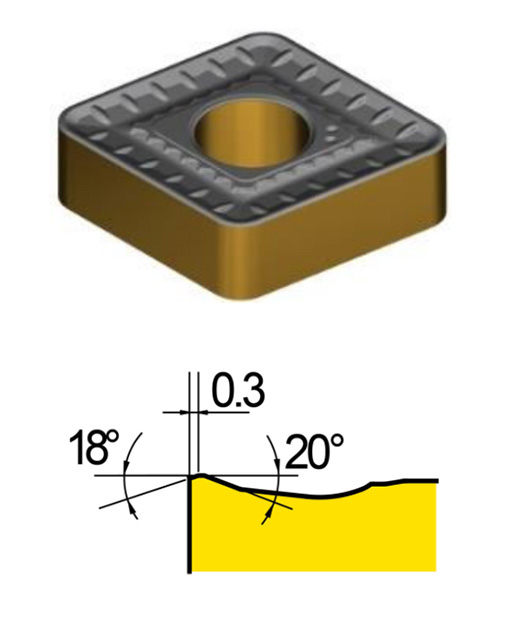
Geometria o bardzo mocnym ostrzu skrawającym o prostej linii i negatywnej fazie. Jest to geometria do zastosowań ciężkich jak w hutnictwie i odlewnictwie do wstępnej obróbki walców, wielkogabarytowych wałów, pierścieni itp. Żebra prostopadłe do ostrza mają zwiększyć powierzchnię odprowadzania ciepła z płytki.
Duża faza ujemna zapewnia wysoką odporność na wykruszenia.
Za fazą powierzchnia natarcia opada pod kątem 20⁰ w szeroką przestrzeń do zawijania wióra. Geometria jest jednorodna wzdłuż całej długości ostrza.
Szczególną uwagę chciałbym zwrócić na drugą geometrię -UH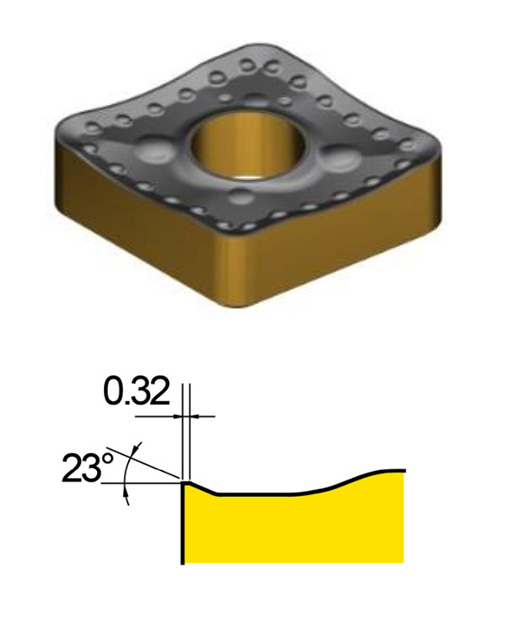
Służy do lżejszej obróbki, lub obróbki ciężkiej generując mniejsze obciążenie maszyny. Tutaj ostrze przebiega wzdłuż krzywej mającej redukując siły skrawania.
Faza nadal jest duża, ale neutralna. Za nią następuje kąt natarcia 23⁰ i bardzo otwarta przestrzeń wiórowa.
Takie ukształtowanie płytki umożliwia obróbkę z dużymi naddatkami i posuwami na relatywnie słabszych tokarkach
Zakresy posuwów dla płytek są duże, na wykresie pokazano zakres dla płytek CNMM19.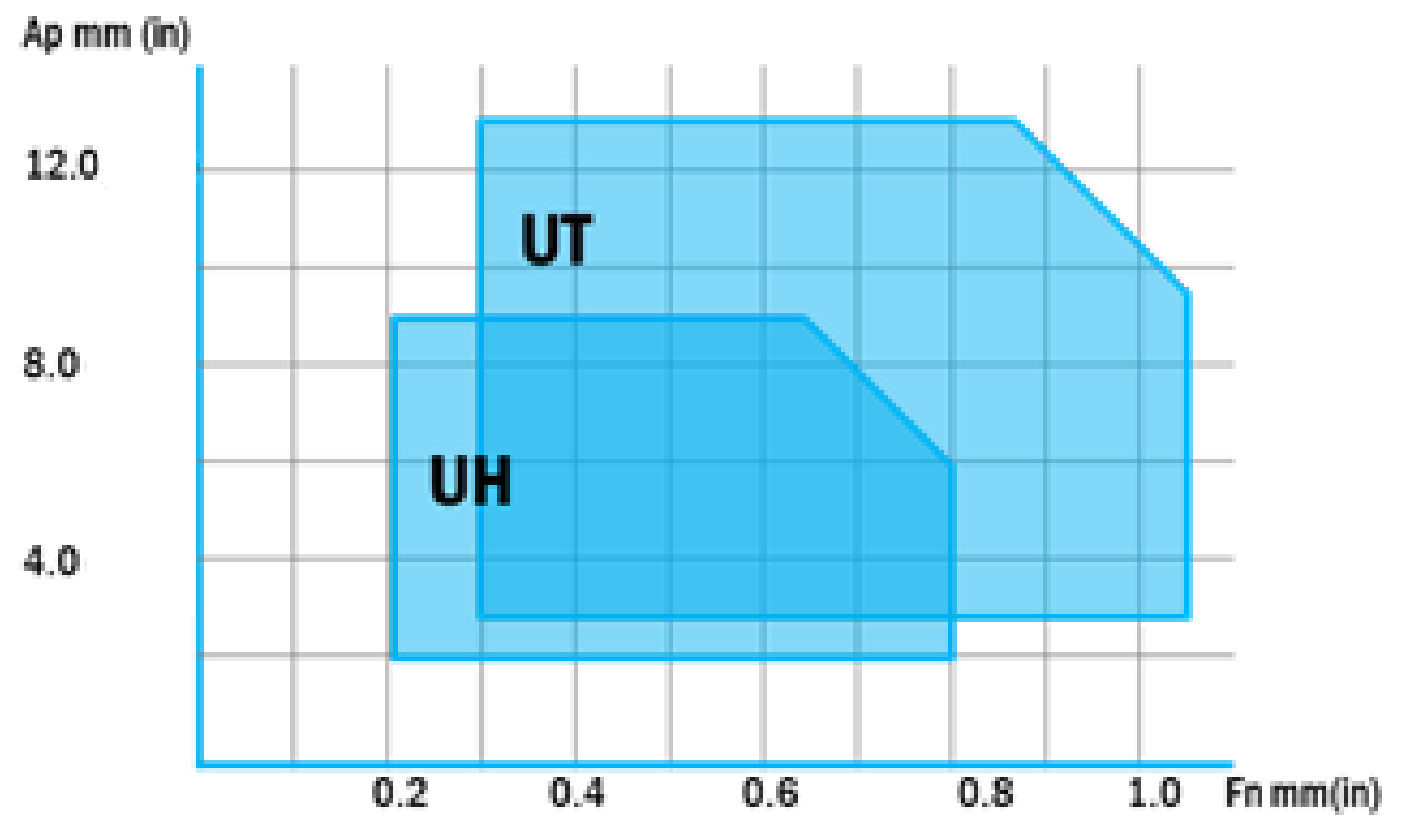
Niemniej w ofercie są też mniejsze rozmiary: CNMM1204, DNMM1506, SNMM15, TNMM16.
Dzięki tym płytką możliwa jest ciężka obróbka na stosunkowo słabych maszynach, co warto brać pod uwagę zawsze tam gdzie staramy się podnieść wydajność.
W razie dodatkowych pytań zapraszam do kontaktu
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe