Różnorodność materiałów i warunków obróbki wymaga od każdego producenta posiadanie szerokiej gamy gatunków węglika i płytek o różnorakich łamaczach. Dotyczy to zarówno pytek tokarskich jak i frezarskich. Sam mam zwyczaj mówienia że jeżeli jakiś produkt jest do wszystkiego, to jest do niczego. Rzeczywiście w produkcji wielkoseryjnej ważna jest optymalizacja czasu obróbki i trwałości narzędzia.
Inaczej sprawa wygląda w firmach średniej wielkości i małych, gdzie dużo prac jest zlecanymi usługami, gama produkowanych wyrobów jest szeroka, terminy krótkie i materiały bardzo różne. Tutaj partie produkcyjne są niewielkie i stosunkowo dużo czasu zajmuje przygotowanie produkcji i związana z nią logistyka. Nie wiadomo kiedy i czy w ogóle dany produkt wróci a partia jest niewielka, więc nie ma na czym ani celu robić jakiejś optymalizacji. W tych wypadkach warto mieć ograniczoną gamę narzędzi o szerokim zastosowaniu.
Poniżej moja propozycja „Pakietu startowego” na tokarkę przy pomocy którego można obrobić większość detali.
1. Kształty płytek
Zacznijmy od kształtu płytek, czyli które noże są potrzebne. Oczywiście przekroje trzonków zależą od maszyny którą dysponujemy.
Do toczenia wzdłużnego chętnie stosujemy płytki WNMG lub CNMG. Ale jak widać po ich kształcie, możemy nimi toczyć proste wałki oraz planować. Jeżeli na detalach występują jakieś przewężenia, nie wykonamy ich płytkami „W” ani „C”.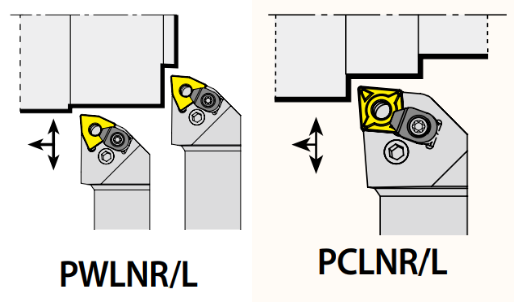
Dlatego „uniwersalnym rozwiązaniem jest płytka DNMG, a do podcięć i wykańczania detali wiotkich – płytka VBMT.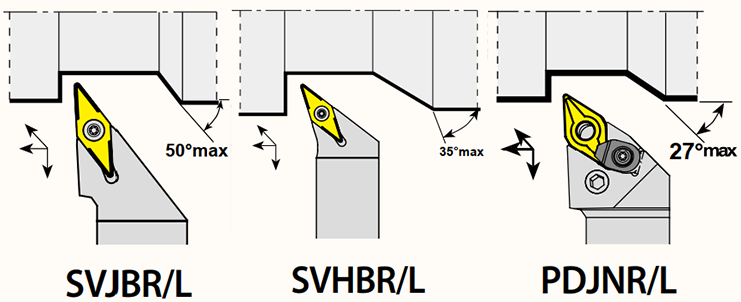
Oczywiście – wytrzymałość mechaniczna płytki DNMG jest niższa od np. płytki CNMG, ale odczujemy to przede wszystkim przy przerywanej obróbce zgrubnej, czyli krzywych odlewach i odkuwkach. W tych przypadkach nie ma innej rady, nawet płytka CNMG może nie być wystarczająca do pierwszych operacji. Ale nie o takich przypadkach tu mówimy.
Pomijam wiercenie bo to każdy na wyczucie musi stwierdzić jakie średnice wierteł będą mu potrzebne, myślę że 4, maks. 5 średnic jest wystarczająca.
Wytaczanie – wydaje mi się że na początek wystarczy wytaczak na płytkę pozytywną DCMT.
Jak widać na obrazku, płytka DCMT umożliwia obróbkę zwykłego prostego otworu, jak i takiego zakończonego jakimś wybiegiem itd.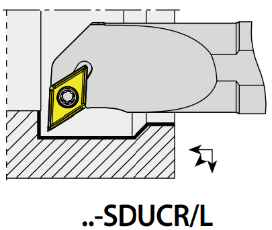
No i oczywiście potrzebujemy jakiś nóż do rowów i odcinania. Tu sprawa jest prosta. Do odcinania najlepiej używać płytki lewej lub prawej, to zależy od układu naszej maszyny (czy nóż jest od góry, czy jest odwrócony itd.) Do toczenia rowków używamy płytek neutralnych przystosowanych do toczenia poprzecznego i wzdłużnego.
Odcinanie Toczenie wzdłużne i poprzeczne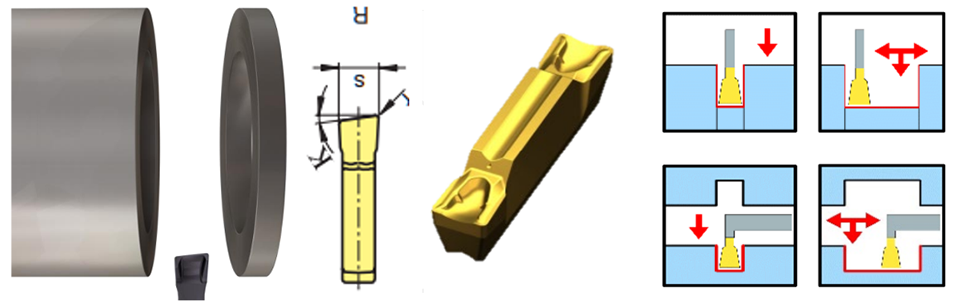
2. Gatunki i łamacze
Poniżej podaję płytki przeznaczone odpowiednio do stali, żeliwa i stali nierdzewnej. Nie oszukujmy się, można płytkami do stali nierdzewnej obrobić każdy detal ze niskowęglowej stali, ale jeżeli pójdziemy wyżej z gatunkami stali to płytki jednak muszą być inne. Należy też pamiętać że promienie naroża przy obróbce wykańczającej narzuca nam detal, więc tą kwestię pomijam. Przypominam natomiast żeby trzymać się zasady aby głębokość skrawania dopasowywać tak, aby była przynajmniej taki jak promień naroża płytki.
Stal nierdzewna i niskowęglowa:
Obróbka średnia/ lekko zgrubna: Łamacz MM + gatunek YG401
Obróbka wykańczająca: Łamacz MF + gatunek YG401
Stale stopowe:
Obróbka średnia/ lekko zgrubna: Łamacz UG + gatunek YG3020
Obróbka wykańczająca: Łamacz UF + gatunek YG3115
Żeliwo:
Obróbka średnia/ lekko zgrubna: Łamacz UC + gatunek YG3010/YG1010
Obróbka wykańczająca: Łamacz UF + gatunek YG1010
Toczenie rowków:
Stal i żeliwo: Gatunek YG602/YG602G
Stale nierdzewne: Gatunek YG603
W razie dodatkowych pytań zapraszam do kontaktu
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe