Najpierw przyjrzyjmy się tym maszynom jakimi są plotery CNC, ich różnym wykonaniom, sposobie pracy, chłodzenia narzędzi, odprowadzania wiórów oraz zastosowaniu w obróbce materiałów.
Plotery CNC to nowoczesne maszyny przemysłowe, które służą do frezowania, cięcia, wiercenia, gwintowania oraz grawerowania różnorodnych materiałów. Plotery są szczególnie cenione w przemyśle meblarskim (stolarka aluminiowa), przemyśle reklamowym (stojaki na narzędzia, stojaki na broszury, reklamówki itp.), oraz w przemyśle motoryzacyjnym i lotniczym, gdzie liczy się dokładność i powtarzalność.
Główną charakterystyką ploterów jest to, że przestrzeń obróbcza jest otwarta z każdej strony oraz że maszyny te nie mając tzw. wanny na wióry i chłodziwa, mają inne systemy ułatwiające pracę.
Przy materiałach jak aluminium lub tworzywa sztuczne, stosuje się albo mgłę olejową, albo jak przy obróbce drewnianych detali stosujemy nadmuch powietrzem żeby ostudzić narzędzia w pracy. Przy okazji usuwa się w ten sposób wióry z obszaru obróbki skrawaniem. Dodatkowo przy długiej obróbce detali stosuje się wyciągi wsysające małe wióry, żeby również odprowadzić wióry z przestrzeni gdzie pracują narzędzia.
Detale które obrabiamy są przeważnie trzymane na stołach maszyn przez podciśnienie jakie generują plotery.
Nie są to najlepsze warunki pracy dla narzędzi obrotowych zwłaszcza dla gwintowników.
Dlatego też, w zaistniałej sytuacji potrzeba jest dobrania specjalnych wykonań gwintowników do obróbki aluminium lub tworzyw sztucznych.
Gdy mamy wykonać gwinty metryczne „M” w otworach przelotowych i stosujemy dodatkowy system chłodzenia mgłą olejową z dwu sekundowym natryskiem na pracujące narzędzie.
Wtedy polecam sprawdzony gwintownik z geometria do aluminium i wykonaniem M-Az :
Gwintowniki te, na swojej cylindrycznej części roboczej, gdzie jest kalibrowany ostateczny wymiar gwintu wraz z tolerancją maja co drugi zarys gwintu usunięty. W ten sposób ostra geometria do aluminium ma dodatkowe wsparcie usuniętego co drugiego zarysu gwintu i gwintownik w ten sposób się mniej grzeje. Jeśli nie ma wysokiej temperatury to materiał jak aluminium nie przyklei się do narzędzia i system mgiełki olejowej wystarczy do nasmarowania i ostudzenia narzędzia.
Poniżej przedstawiam wykonania gwintowników metrycznych serii:
Geometria skośnej powierzchni natarcia powoduje tworzenie się wiórów przed gwintownikiem. Oczywiście gwintowniki do M10 włącznie mają chwyty znormalizowane wg. DIN 371 (tzw. chwyt wzmocniony). Natomiast gwintowniki od wymiaru M12 i większe mają chwyty znormalizowane wg. DIN 376 (tzw. cienki chwyt).
Cały typoszereg takich gwintowników maszynowych zaczyna się od M2 i kończy się na M30. Oczywiście przy stolarce aluminiowej i mniejszych detalach częściej stosowane są małe gwinty do M12. Dla przypomnienia, niebieski pasek na chwycie gwintowników oznacza zastosowanie narzędzia do obróbki aluminium.
Dla użytkowników po zastosowaniu tych gwintowników M-Az , cenne było: znacznie zwiększenie trwałości gwintownika, mniejsze użycie mgły olejowej co za tym idzie, mniej braków detali poprzez źle wykonane gwinty.
Natomiast gdy mamy wykonać gwinty metryczne „M” w otworach nie przelotowych i również stosujemy system chłodzenia mgłą olejową z jedno sekundowym natryskiem na pracujące narzędzie.
Wtedy polecam sprawdzony gwintownik z geometria do aluminium serii: 
Gwintowniki te, mają skrętne luki wiórowe i ostrza. W ten sposób wymusza się ruch wiórów w kierunku chwytu gwintownika. Dodatkowo skręt ostrzy i luk wiórowych jest większy niż w standardowych gwintownikach i wynosi 45 stopni. W ten sposób wióry szybciej są ewakuowane z przestrzeni obróbczej narzędzie się mniej nagrzewa, co dobrze wpływa przy pracy z chłodzeniem na mgłę olejową.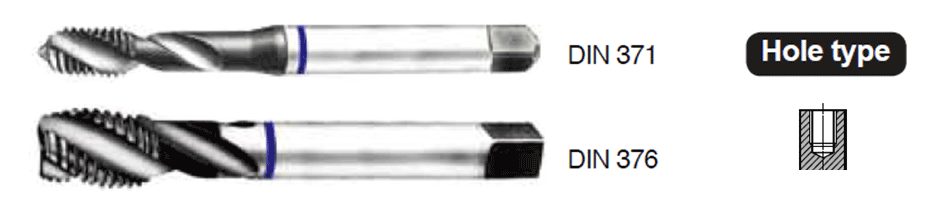
Jeśli nie ma wysokiej temperatury pracy to materiał aluminium nie przykleja się do narzędzia i system mgiełki olejowej wystarcza do nasmarowania i ostudzenia narzędzia.
Dla użytkowników po zastosowaniu tych skrętnych gwintowników znacznie miało wyprowadzenie wiórów poza otwór, użycie mgły olejowej i zwiększenie trwałości gwintownika co za tym idzie, mniej braków.
Oczywiście tu również cały typoszereg gwintowników maszynowych zaczyna się od M2 i kończy się na M30. W stolarce aluminiowej i mniejszych detalach częściej stosowane są małe gwinty do M12.
W małych wymiarach gwintowniki do M10 włącznie mają chwyty znormalizowane wg. DIN 371 (tzw. chwyt wzmocniony). Natomiast większe gwintowniki od wymiaru M12 mają chwyty znormalizowane wg. DIN 376 (tzw. cienki chwyt).
Przedstawione gwintowniki maszynowe są tylko wybranymi pozycjami z szerokiej oferty YG-1 Poland, a wszystkie produkowane i oferowane gwintowniki YG-1 znajdują się w naszym nowym katalogu 2024/2025.
Zapraszam do korzystania z pełnej oferty produktowej, a nasi doradcy techniczni odpowiedzą na pytania i przedstawią odpowiednie oferty handlowe.
Opracowanie artykułu:
Andrzej Cieplak
Product manager – wiercenie, gwintowanie, narzędzia obrotowe.