Ciąg dalszy omówienia sposobów zużycia narzędzi do frezowania.
Część pierwsza: https://www.yg-1.pl/baza-wiedzy/technicznewtorki/frezowanie-monolityczne/482-sposoby-zuzycia-narzedzi-do-frezowania-cz-ii
Oderwanie powłoki
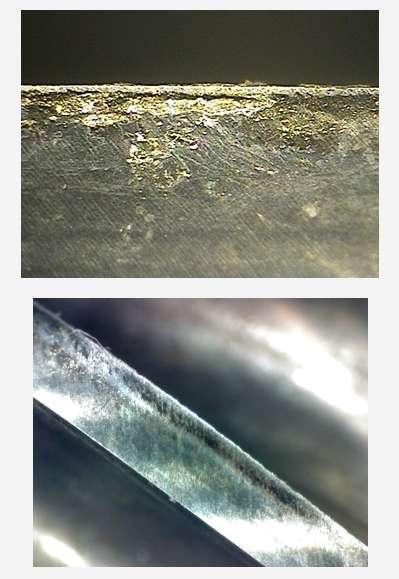
Niespodziewane, szybkie, łuszczenie się powłoki.
Jeśli nastąpi to od razu, może to być problem związany z jakością, a nie obróbką lub aplikacją.
Przyczyna:
Niewystarczająca przyczepność powłoki
Rozwiązanie, jeśli nie jest związane z jakością:
Zmniejszenie prędkości cięcia
Dodatkowe chłodziwo
Szok termiczny
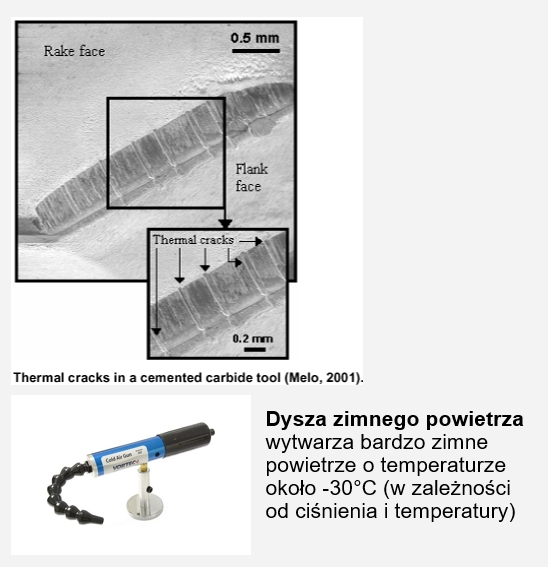
Pęknięcia termiczne to mikropęknięcia prostopadłe do krawędzi tnącej.
Przyczyna:
Wahania temperatury na krawędzi tnącej
Rozwiązanie:
Praca na sucho, bez chłodziwa
Ewentualnie użycie dyszy zimnego powietrza / krio
Złamanie
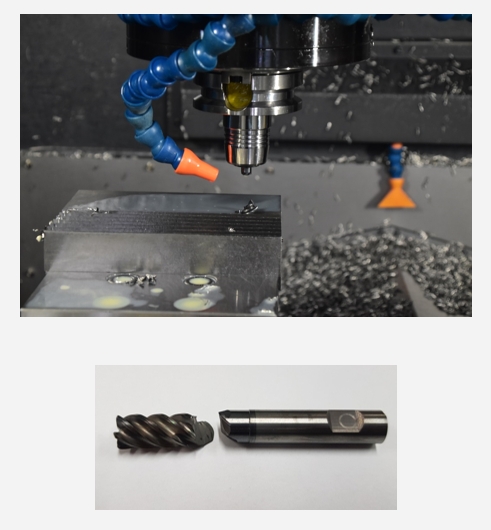
Złamanie to nagłe, niespodziewane pęknięcie.
Przyczyna:
Przeciążenie spowodowane posuwem, głębokością skrawania, wejściem narzędzia lub kątem opasania
Niewystarczające sztywność narzędzia / oprawki / przedmiotu obrabianego
Miejscowe utwardzenie materiału, wtrącenia, puste przestrzenie odlewnicze
Rozwiązanie:
Zmniejszenie posuwu
Zmniejszenie zaangażowania promieniowego lub osiowego (utrzymanie punktów styku)
Zapewnienie sztywnego połączenia narzędzia i oprawki / wrzeciona
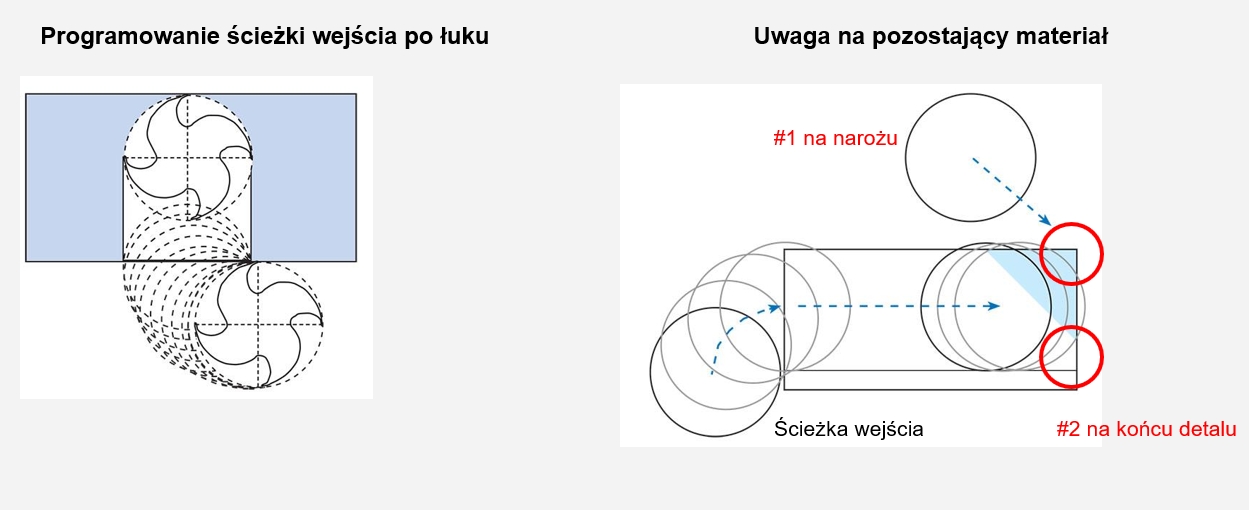
Optymalizacja ścieżki narzędzia
Unikanie złamania
Zaklejenie rowka wiórowego
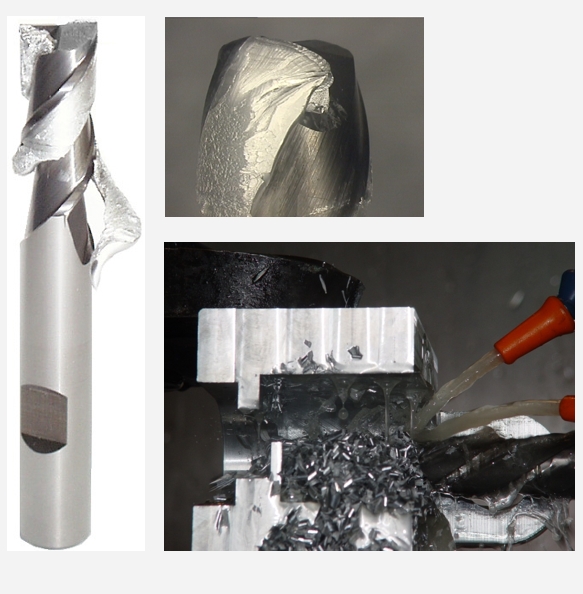
Zator wiórowy powoduje uszkodzenie ostrza
Przyczyna:
Najczęściej brak chłodziwa w przypadku aluminium.
W przypadku stali nierdzewnej może się to zdarzyć, jeśli prędkość cięcia jest zbyt niska.
Rozwiązanie:
Polerowane rowki wiórowe
Kontrola przepływu chłodziwa
Zwiększenie prędkości skrawania (w niektórych przypadkach)
Frezy o ostrych krawędziach (niższe siły tarcia)
Wytarcie krawędzi tnących
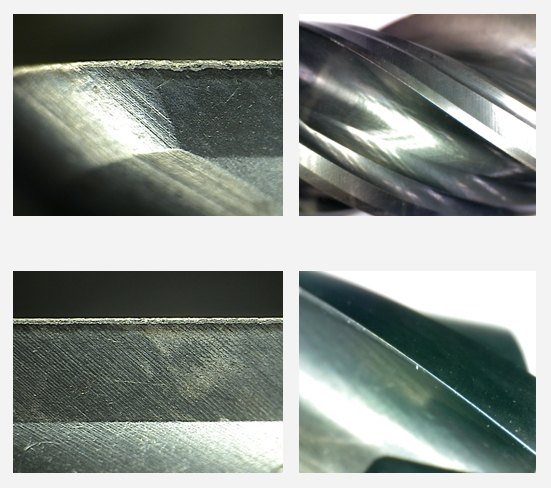
Wytarcie jest jedynym dopuszczalnym mechanizmem zużycia.
Wraz ze wzrostem zużycia wzrastają siły skrawania i tarcia.
Przyczyna:
Obrabiamy materiały o większej twardości
Zużyte narzędzie i jego powłoka
Niewystarczająca twardość materiału narzędzia / powłoki
Środek zaradczy (w przypadku przedwczesnego zużycia):
Zmniejszenie prędkości skrawania
Zwiększenie posuwu
Wybór twardszego, bardziej odpornego na zużycie gatunku węglika
Jeśli aplikacja jest prawidłowo ustawiona, przy stopniowym zużyciu uzyskuje się przewidywalne interwały wymiany i długą żywotność narzędzia.
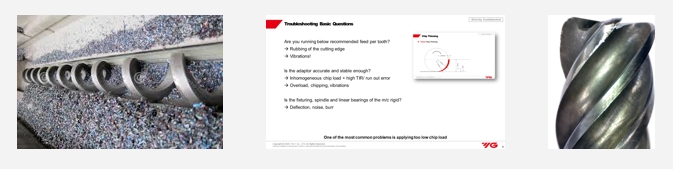
PAMIĘTAJ!!!
Kiedy jesteś na miejscu przy maszynie:
1st, Zwróć uwagę na kształt, kolor i wielkość wiórów
2nd, Skontroluj środowisko pracy narzędzia (parametry, oprawkę, mocowanie, chłodzenie itp.)
3rd, Sprawdź w jaki sposób zużywa się narzędzie
Jeżeli macie pytania, jesteśmy do Waszej dyspozycji - kontakt
Opracowanie artykułu:
Maciej Gara
Product manager – frezowanie / Inżynier aplikacyjny