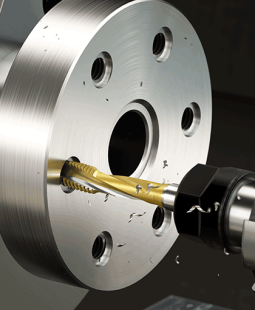
Spiral Point Taps
Gwintowniki do otworów przelotowych
- Gwintowniki maszynowe ze skośną powierzchnią natarcia produkujemy ze stali szybkotnącej HSS-E lub proszkowej stali szybkotnącej HSS-PM, w wykonaniu wg norm DIN 352, 371, 376 lub 2182/2183.
- Podczas pracy gwintownika, wióry dzięki konstrukcji narzędzia, mają wymuszony kierunek przesuwania się przed gwintownik. Nakrój Form „B” o długości 5-6 podziałek gwintu, kieruje wióry przed gwintownik.
- Gwintowniki te produkowane są do następujących rodzajów gwintów M, MF, UNC, UNF, W (BSW) lub G (BSP).
- Przy produkcji gwintowników metrycznych (M i MF) stosujemy tolerancję standardową -6H. Dla gwintowników calowych (UNC i UNF) stosujemy tolerancję standardową -2B.
- Występują w wersjach aplikacyjnych z różnymi geometriami do obróbki rozmaitych materiałów.
Zastosowane warstwy i powłoki Vap, TiN, TiAlN, TiCN, Hardslick pozwalają na osiąganie wyższych prędkości skrawania i uzyskiwanie większych trwałości gwintowników.
 niepokrywane
niepokrywane odpuszczane w parze wodnej
odpuszczane w parze wodnej azotowane
azotowane powłoka TiN
powłoka TiN powlekane TiCN
powlekane TiCN powlekane TiAlN
powlekane TiAlN